@sr_galvanico difunde en redes sociales información técnica e industrial sobre galvanoplastía, y los procesos vinculados, tales como pulido por vibración, procesos prepintura, laqueado, etc.
En esta página podrás conocer tanto las opciones de capacitación que ofrezco, como así también mi perfil y filosofía para el asesoramiento técnico. En las descargas tengo material gratuito que forma parte de mis cursos, para que conozcas más al respecto. También dejo a disposición algunas cápsulas muy útiles que apuntan a los focos de duda y problema más habituales que encuentro cada día como representante técnico comercial. Finalmente, tenés a disposición un formulario de contacto.
Si intuís que tu proceso puede mejorar, que la visión tradicional no te alcanza, o simplemente querés que conozca tu proceso, no dudes en contactarme.
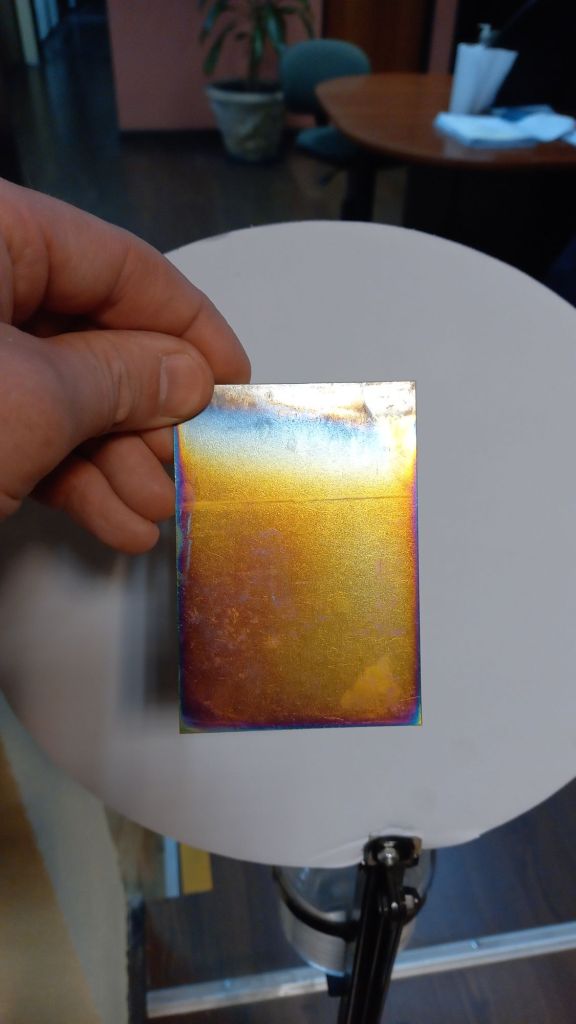
El zincado es un proceso cuya finalidad principal es protectiva. El baño ácido comúnmente se encuentra en su versión de cloruro de zinc con cloruro de amonio, con cloruro de potasio y ácido bórico, o en diversos híbridos. Existen también versiones libres de amonio y boro, que superan los problemas potenciales en el tratamiento de efluentes de las anteriores.Tanto en los baños al amonio como al potasio, suelen usarse sistemas de dos aditivos: un abrillantador y un nivelador.En estos baños, hay cuatro aliados muy importantes: el uso consciente y regulado de agua oxigenada para precipitar hierro; mantener el pH alrededor de 5; el uso ocasional de polvo de cinc como purificante; y la bomba filtro. Esta última, no solo para retener residuos orgánicos mediante auxiliares filtrantes, sino también para separar el hierro precipitado por decantación y trasvase del sobrenadante, y muchas veces para retener virutas que no deberían haber llegado al baño. Si a lo anterior se suma un pretratamiento adecuado, la frecuencia de problemas se reduce drásticamente.Existen diversos pasivadores posteriores al baño de cincado. En el pasivado azul suelen marcarse claramente manchas negras cuando hay presencia de hierro. Sin embargo, el cobre también puede generar dichas manchas. Otra situación típica es el desprendimiento de la capa amarillo/dorado — ahí lo primero que hay que observar es si hay exceso de abrillantador en el baño de cincado, o en la formulación del pasivado.
Cromo
El baño de cromo tiene aplicaciones tanto decorativas como técnicas.
En lo decorativo, suele usarse un flash: una capa muy delgada que cierra la protección y el aspecto característico típico de piezas como grifería, paragolpes o herrajes.
Desde el aspecto técnico, encontramos espesores mayores, donde suele importar la dureza. Se habla de cromo duro a partir de 50 A/dm², con durezas que típicamente rondan los 800 a 1100 HV. Sin embargo, esto tiene matices: muchas veces se utiliza una suerte de cromo espesor que no alcanza esa densidad de corriente, con una dureza notablemente menor. Por otro lado, con el uso de aditivos especiales, la dureza del cromo duro puede alcanzar hasta 1200 HV.
El uso de aditivos también existe en los decorativos, para mejorar cualidades como eficiencia y penetración. Pero hablar de aditivos es la cereza del postre: primero debe asegurarse una correcta llegada de la corriente. Para eso, además del mantenimiento preventivo, siempre recomiendo el uso de soluciones limpiadoras para los ánodos de plomo.
Sobre los ánodos, vale mencionar que los baños sin aditivos utilizan plomo antimonio, y los aditivados, plomo estaño.
Es de vital importancia mantener la relación de ácido crómico/sulfúrico en el sistema. Si es un baño libre de aditivos, típicamente se mantiene una fórmula de 250 g/l de ácido crómico y 2,5 g/l de ácido sulfúrico (relación 100/1).
Finalmente, si es un baño decorativo: cuidado con el níquel pasivo por contaminación.
Procesos sobre Aluminio
El proceso galvánico sobre base aluminio es lineal en su lógica: limpieza → enjuague → activación ácida → enjuague → zincato → enjuague → depósitos posteriores. Es técnicamente accesible para la mayoría de los talleres. Pero las variables críticas no están en la secuencia — están en los detalles.
La aleación condiciona todo. En muchos casos se usa ácido nítrico como activador previo al zincato, pero el tipo y la concentración de ese ácido dependen de qué elementos tenga la aleación:
Cobre en la aleación: pide doble zincato — una pasada, se retira y activa, y otra pasada de zincato.
Sílice en la aleación: pide flúor, como fluoruro de sodio o como ácido fluorhídrico. Cuando la aleación tolera más agresividad en el ataque, se usa ácido fluorhídrico; cuando el resto de los componentes no tolera tanta violencia, se usa fluoruro de sodio, más manejable.
Estaño en la aleación: sin control, se comporta como si se cementara — se pega un polvillo de estaño en la pieza que después no deja depositar bien el zincato. Ahí se agrega ácido crómico, que mantiene al estaño en solución y evita que se pegue.
No existe un agregado universal. Existe el agregado que corresponde a cada aleación. Cambiar de aleación sin revisar el proceso suele traducirse en fallas de adherencia o inestabilidad posterior.
El zincato no es una etapa neutra. Es el puente entre el aluminio y los depósitos posteriores, y ahí conviene un matiz importante: no todos los zincatos son equivalentes, aunque muchas veces se los presente así. Como modelo didáctico (no como clasificación normativa, porque hubo numerosas formulaciones intermedias), pienso en tres generaciones: la primera, más simple, basada en soda cáustica y zinc, con variantes que ya incorporaban algo de cianuro para estabilizar los complejos de zinc; la segunda, los zincatos trimetálicos (zinc, níquel y hierro), habitualmente con baja concentración de cianuro para estabilizar los complejos metálicos — probablemente los más difundidos en Argentina; y la tercera, desarrollos más recientes que buscan las mismas ventajas técnicas sin cianuro.
Un matiz importante acá: en el mercado local argentino todavía no es habitual encontrar zincatos trimetálicos libres de cianuro. Cuando se ofrece un “zincato sin cianuro”, muchas veces es en realidad una formulación más cercana a la primera generación — válida ambientalmente, pero no siempre con el desempeño necesario para procesos más exigentes. “Libre de cianuro” no es sinónimo automático de tecnología más avanzada. Y como la concentración de cianuro en muchos zincatos comerciales es muy baja, es frecuente que se subestime o se desconozca directamente — pero esa pequeña cantidad puede cambiar completamente cómo se gestiona el proceso, los efluentes, y una eventual inspección. Las pruebas colorimétricas para cianuros libres, además, pueden no reflejar especies complejadas.
No todos los metales se comportan igual sobre zincato:
Níquel: puede depositarse directamente.
Cobre ácido: no debe aplicarse en forma directa — requiere una capa intermedia, típicamente en solución cianurada.
Cromo: puede aplicarse directo en baños convencionales, siempre con polo vivo (la pieza nunca debe entrar sin corriente). En baños autorregulables, no es recomendable.
Sobre la preparación: las formulaciones comerciales actuales son concentradas y bastante similares entre sí. Si se preparan desde sales, suelen requerir tiempo de disolución y estabilización antes de usarse; las versiones listas para usar simplifican tiempos y reducen variabilidad operativa. Más allá del origen del producto, conviene siempre revisar la hoja técnica y consultar con el proveedor ante cualquier cambio de aleación — nunca asumir que el proceso funciona igual cuando cambia el material base.
En resumen: la estabilidad del proceso sobre aluminio depende de tres factores — la aleación específica del sustrato, la compatibilidad del sistema de zincato, y la secuencia correcta de los depósitos posteriores.
Mantenimiento del baño de Níquel
Filtración
Situación típica: cerrás la semana filtrando el baño, y el lunes volvés con aspereza y otros problemas, peor que antes. Si eso pasa, estás filtrando mal. Algunos tips:
Antes de arrancar, verificá que el filtro esté bien armado. Cuando preparás la bomba, poné las mangueras en un balde o recipiente con agua para recircular:
Con tierra filtrante: el agua pasa de blanca a cristalina.
Con carbón: se oscurece al agregarlo, y aclara en 10-15 minutos. Si los auxiliares de filtración no se absorben (pasan de largo), el filtro está mal armado.
Dos errores post-filtrado muy comunes:
Dejar las mangueras adentro del baño con la bomba apagada: el retroceso libera lo retenido, incluidos los auxiliares filtrantes, de vuelta al baño. Además, si se suelta una manguera, por efecto sifón podés perder el baño entero.
Volcar el líquido de la bomba directo por ambas mangueras para no perder baño: eso devuelve la mugre retenida más la tierra y el carbón al baño. La solución es, con la bomba elevada, sacar todo por la manguera de salida — como regla general, todo líquido que vuelve al baño debe pasar por el filtro.
Purificación con chapa selectiva
Contaminantes típicos como el cobre se depositan en baja densidad de corriente, generando manchas negras. La clave es bajar el pH a 4 y electrolizar con una chapa acanalada, triangular o perfilada, a muy baja corriente.
Para calcular la corriente, medí la superficie en dm² (alto x ancho x 2 caras, o pliegue por pliegue). Por ejemplo, una chapa de 60×100 cm son 120 dm²; aplicando 0,2-0,4 A/dm², eso da 24-48 A totales. Siempre medí con el amperímetro del rectificador o con pinza amperométrica.
Algunos detalles para que funcione: paneles de 5-10 cm con pliegues de unos 90° para generar zonas de muy baja densidad; trabajar con temperatura y movimiento (chapa móvil más filtrado es lo ideal); y un ciclado de 1 minuto a corriente normal (1-2 A/dm²) seguido de 5-10 minutos a baja corriente, repitiendo por horas hasta que deje de depositar negro.
Si no tenés chapa selectiva, podés usar hierro (por ejemplo en tambor), chapas agujereadas o piezas con zonas de baja densidad — el criterio es el mismo: calculás corriente por superficie, bajás el pH a 4, movés el baño y aplicás el ciclado.
pH: una variable crítica, no orientativa
En baños de níquel, el pH no es un parámetro orientativo — es una variable crítica del proceso, y hay que mantenerlo dentro del rango adecuado. Si no se respeta ese rango, precipitan sales de níquel: se ve como un polvillo verde en el fondo del tanque, y después no siempre es fácil volver a disolverlas. Eso no es solo suciedad — es níquel perdido, es dinero perdido.
Uno de los errores más comunes es naturalizar valores altos de pH porque el baño “todavía deposita”. Pero trabajar en pH 5 o 5,5 en un baño diseñado para operar cerca de 4 genera consecuencias que muchas veces no se perciben de inmediato: asperezas, mayor carga sobre la filtración, e inestabilidad del proceso.
El valor correcto puede variar según el boletín técnico y la formulación: algunos procesos trabajan en 3,8-4,2, otros admiten 4-4,5. El criterio importante, más allá del número exacto, es no permitir que el pH derive durante largos períodos — porque cuando aparece el precipitado, el costo ya está generado.
Cobre alcalino
Cómo disolver el cianuro de cobre correctamente
Un agregado mal hecho de cianuro de cobre es una de las formas más comunes de perder plata en un baño de cobre alcalino, sin siquiera darte cuenta.
La base es estequiométrica: por cada gramo de cianuro de cobre, se necesitan 1,1 g de cianuro de sodio para formar el complejo soluble. El cianuro de cobre solo, sin ese complejante, precipita.
Elementos necesarios: un taladro potente con una paleta mezcladora (de las que se usan para pintura), elementos de seguridad, y una palita de plástico (o, en su defecto, una botella cortada). Se recomienda hacerlo entre dos personas.
El orden importa:
Empezá con el agua en el recipiente.
Agregá el hidróxido de sodio. Incluso si no fuera estrictamente necesario para la corrección del baño, conviene agregar una cantidad mínima para que mantenga cierta alcalinidad, por seguridad: el cianuro en medio ácido forma ácido cianhídrico, que es letal. Mantener el medio alcalino no es un detalle opcional.
Agregá el cianuro de sodio y disolvelo — esta parte es simple: un operador maneja el taladro mientras el otro va agregando el cianuro de sodio, hasta formar el complejo.
La parte crítica — agregar el cianuro de cobre:
Acá es donde más hay que usar la palita, y hacerlo con paciencia. Agregá el cianuro de cobre muy de a poco, directamente en la zona de mayor agitación (donde se ve el remolino de la varilla girando). No dejes que el operador lo vuelque directo desde la bolsa; si cae todo de golpe, se forman amontonamientos espesos que no se disuelven.
El método correcto es: una cucharada, dejar que se disuelva, otra cucharada, y así. Aunque parezca lento, vas a disolver mucho más rápido y mejor que agregándolo de cualquier otra forma.
QUIÉN TE HABLA
Quién soy?
Soy el licenciado Mauro Krasmik. Construí con los años una gran formación en ciencias químicas, ambientales y políticas que hoy vuelco en el tratamiento de superficies y en la educación, formal y no formal; pero ciertamente, si buscan mi currículum, les recomiendo visitar mi perfil de LinkedIn.
Mi madre, en mi niñez, decía en tono severo que era “siempre el de las grandes ideas”. Creo que ser a veces el de las ideas distintas me define mejor y en forma más humilde.
No es poco ser distinto. Observar la variable humana en los problemas y procesos, buscar opciones innovadoras, pensar caminos distintos al statu quo, romper con las dicotomías limitantes, es una gran ventaja.
Pero todo esto se nutre de algo aún más importante: saber escuchar y entender las necesidades de mis clientes.
Con los años establecí una filosofía de trabajo mediante la cual gestiono mejor mi energía; una suerte de máximas que dan un norte y estructura.
Acción en lo urgente
Presencia en lo importante
Ausencia en lo irrelevante
Sinergia en todo
Con fuerte constancia, pero sensata perseverancia
Asimismo, considerando que cualquier proyecto o empresa que encaremos tiene tres patas (Contexto, Objetivo y Acción), utilizo mi triángulo COA Krasmik para fomentar la reflexión sobre la viabilidad y necesidades de los mismos.
Cómo surgió la comunidad @sr_galvanico?
Este proyecto surgió de una idea distinta: mis pares subían a sus estados las excelentes terminaciones alcanzadas por sus clientes. Y yo me sumé a esa tendencia, que consideraba muy inteligente comercialmente. Una idea muy lógica, porque la magia está en la belleza de una pieza terminada, no en el bidón del producto, o la tina donde se mezclan.
Decidí, sin embargo, darle una vuelta de tuerca más, y empecé a subir estados con los consejos del día, pequeñas pero valiosas piezas técnicas. Noté que esto agradaba, que la gente consultaba, charlaba, se abría positivamente. Por comodidad, con el tiempo decidí crear una cuenta en Instagram para que estos consejos no se perdieran y poder gestionarlos mejor.
La imagen creada para un tatuaje propio se convirtió en el sello distintivo. La cuenta comenzó a crecer, y me amplié a otras redes. Registré la marca. Sumé contenido de humor propio para el sector, sumándome a tendencias virales pero adaptadas a nuestro contexto. Me di cuenta de que esta comunidad cumplía tres funciones principales: construía y difundía mi marca personal, enriquecía el sector, y era un generador de oportunidades para la empresa donde me desempeño. Entonces, por la primera función, sumé al contenido mi filosofía particular para la asistencia técnica comercial, y esa mirada distinta. Con la segunda función, entendí que no llegaba para competir por un espacio, sino a llenarlo.
Las puertas comenzaron a abrirse. Las consultas por cursos y asesoramiento se hicieron recurrentes. La gente pedía capacitación. Surgió entonces el primer curso, “Galvanoplastía Industrial: Fundamentos y Criterios Técnicos Esenciales”, y junto a él, Sr. Galvánico Academy.
Actualmente, la comunidad tiene presencia en Instagram, LinkedIn, TikTok, Facebook y YouTube. Desde diversos países de habla hispana se suman cada día a este espacio único.
La propuesta de formación es mixta. Se brinda material asincrónico en formato escrito y video. Asimismo, se refuerza y adapta el aprendizaje mediante clases sincrónicas vía Meet. En orden de profundidad, el material escrito es la teoría más básica, los videos profundizan, y las clases sincrónicas se desvían hacia los intereses de los alumnos.
Cursos disponibles:
“Galvanoplastía Industrial: Fundamentos y Criterios Técnicos Esenciales”